








|
|
Catégorie Actualités
Nouvelles
Cas
Dernières nouvelles
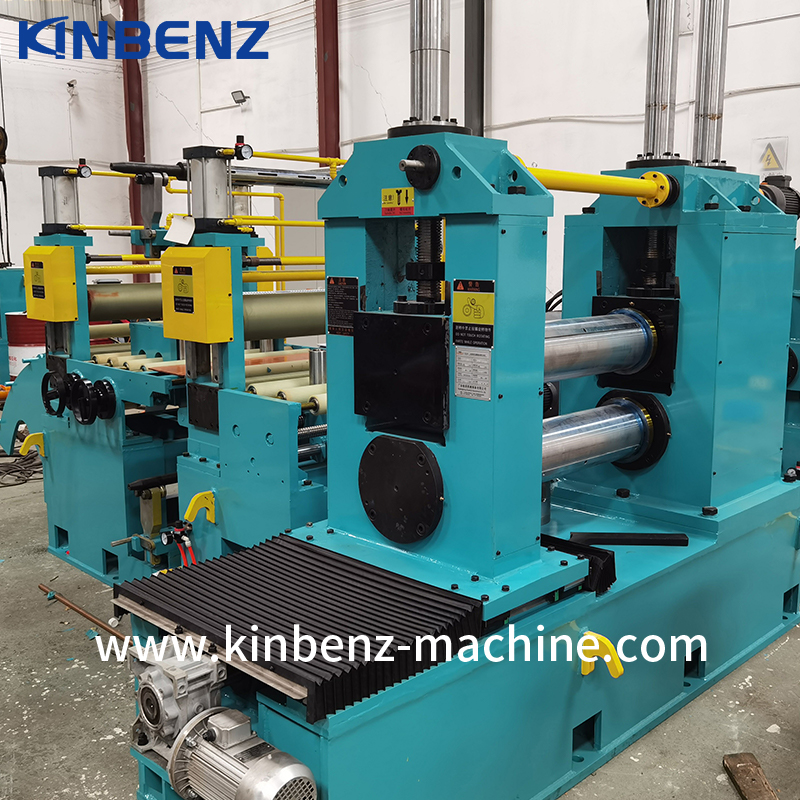
Prévention des défauts de cisaillement courants dans les lignes métalliques coupées à la longueur

2025-08-31
Introduction aux défauts de cisaillement dans le traitement des métaux
Le cisaillement des métaux est un processus fondamental dans presque toutes les opérations de fabrication de métaux, mais il produit fréquemment des problèmes de qualité qui ont un impact sur les opérations en aval. Les défauts courants, notamment les bavures, la déformation des bords, la torsion, l'inclinaison et la cambrure, peuvent réduire considérablement la qualité du produit et augmenter le gaspillage de matériaux. Comprendre ces défauts et mettre en œuvre des mesures correctives appropriées est essentiel pour maintenir des normes de production élevées.
1. Formation de bavures et rugosité des bords
Causes principales :
Réglages incorrects du jeu de la lame (excessifs ou insuffisants)
Lames ternes ou mal aiguisées
Mauvais alignement des lames
Usure excessive de la lame
Mesures préventives :
Ajustement du jeu de précision : maintenez un jeu optimal de 5 à 10 % de l'épaisseur du matériau pour la plupart des métaux
Programme d'entretien des lames : mettre en œuvre un programme d'affûtage régulier (toutes les 500 000 coupes pour les lames standard)
Vérification de l'alignement : utilisez des outils d'alignement laser pour assurer un parallélisme parfait des lames
Paramètres spécifiques au matériau : ajustez les paramètres pour différents alliages et températures
2. Déformation des bords et curling
Causes profondes :
Pression de maintien inappropriée
Roulements de pivot usés dans le mécanisme de cisaillement
Déflexion excessive de la lame
Angle de cisaillement incorrect
Mesures correctives :
Optimiser la force de serrage : Utilisez des capteurs de pression pour vérifier 20 à 30 % de plus que la limite d'élasticité du matériau
Entretien des roulements : Remplacez les roulements à pivot tous les 2-3 ans ou 5 millions de cycles
Renforcement des lames : envisagez des lames plus épaisses ou des conceptions de lames supportées pour les matériaux de gros calibre
Réglage de l'angle : Réduisez l'angle de cisaillement à 0.5-10,5 ° pour la plupart des applications
3. Torsion du matériau et déformation en spirale
Facteurs contributifs:
Angles de râteau excessifs (> 3 °)
Contraintes résiduelles dans le stock de bobines
Usure inégale de la lame
Mauvaise orientation du grain du matériau
Stratégies de prévention :
Optimisation de l'angle : maintenez l'angle du râteau entre 0.5-2.0 ° selon le matériau
Soulagement du stress : incorporer le nivellement de la tension avant le cisaillement
Coupe équilibrée : faites pivoter les lames régulièrement pour assurer une usure uniforme
Contrôle de la direction du grain : Couper perpendiculairement à la direction du roulement lorsque cela est possible
En mettant en œuvre ces mesures complètes et en maintenant des contrôles de processus rigoureux, les fabricants peuvent réduire considérablement les défauts de cisaillement, améliorer la qualité des produits et augmenter l'efficacité opérationnelle globale dans les opérations de coupe à longueur de métal.
Introduction aux défauts de cisaillement dans le traitement des métaux
Le cisaillement des métaux est un processus fondamental dans presque toutes les opérations de fabrication de métaux, mais il produit fréquemment des problèmes de qualité qui ont un impact sur les opérations en aval. Les défauts courants, notamment les bavures, la déformation des bords, la torsion, l'inclinaison et la cambrure, peuvent réduire considérablement la qualité du produit et augmenter le gaspillage de matériaux. Comprendre ces défauts et mettre en œuvre des mesures correctives appropriées est essentiel pour maintenir des normes de production élevées.
1. Formation de bavures et rugosité des bords
Causes principales :
Réglages incorrects du jeu de la lame (excessifs ou insuffisants)
Lames ternes ou mal aiguisées
Mauvais alignement des lames
Usure excessive de la lame
Mesures préventives :
Ajustement du jeu de précision : maintenez un jeu optimal de 5 à 10 % de l'épaisseur du matériau pour la plupart des métaux
Programme d'entretien des lames : mettre en œuvre un programme d'affûtage régulier (toutes les 500 000 coupes pour les lames standard)
Vérification de l'alignement : utilisez des outils d'alignement laser pour assurer un parallélisme parfait des lames
Paramètres spécifiques au matériau : ajustez les paramètres pour différents alliages et températures
2. Déformation des bords et curling
Causes profondes :
Pression de maintien inappropriée
Roulements de pivot usés dans le mécanisme de cisaillement
Déflexion excessive de la lame
Angle de cisaillement incorrect
Mesures correctives :
Optimiser la force de serrage : Utilisez des capteurs de pression pour vérifier 20 à 30 % de plus que la limite d'élasticité du matériau
Entretien des roulements : Remplacez les roulements à pivot tous les 2-3 ans ou 5 millions de cycles
Renforcement des lames : envisagez des lames plus épaisses ou des conceptions de lames supportées pour les matériaux de gros calibre
Réglage de l'angle : Réduisez l'angle de cisaillement à 0.5-10,5 ° pour la plupart des applications
3. Torsion du matériau et déformation en spirale
Facteurs contributifs:
Angles de râteau excessifs (> 3 °)
Contraintes résiduelles dans le stock de bobines
Usure inégale de la lame
Mauvaise orientation du grain du matériau
Stratégies de prévention :
Optimisation de l'angle : maintenez l'angle du râteau entre 0.5-2.0 ° selon le matériau
Soulagement du stress : incorporer le nivellement de la tension avant le cisaillement
Coupe équilibrée : faites pivoter les lames régulièrement pour assurer une usure uniforme
Contrôle de la direction du grain : Couper perpendiculairement à la direction du roulement lorsque cela est possible
En mettant en œuvre ces mesures complètes et en maintenant des contrôles de processus rigoureux, les fabricants peuvent réduire considérablement les défauts de cisaillement, améliorer la qualité des produits et augmenter l'efficacité opérationnelle globale dans les opérations de coupe à longueur de métal.
Précédent :Avantages Machines
Suivant:pas de date!

Copyright © 2025 Guangzhou Kinbenz Machine Co., Ltd. Tous droits réservés.
Contact Us